UNSER PROZESS
INTRODUCTION
ACTOFIVE is an engineering firm at its core. We love bikes, so we make the best frames and parts we can, using the technologies that we have developed in-house and have trusted for years. Our frames are a labor of love and take upwards of 30 hours to finish, but we think it’s worth the wait. Below we’ve outlined some of the behind-the-scenes at ACTOFIVE and METZNER Engineering, but we love questions. If you have any questions about the process of building your new ACTOFIVE frame, just ask! Or better yet, get in touch to plan in a factory visit! We’ll make sure the coffee’s hot!








EXPERTS IN CNC
ACTOFIVE is a company born out of passion for bikes and local manufacturing. We have years of experience developing our production method to the highest achievable tolerances in and outside of the bicycle industry. Our sister company, Metzner Engineering, is home to our unique IP and production capabilities.
Since releasing our first machined-aluminium P-TRAIN in 2020, we have continually pushed development and production on not only the P-TRAIN platform, but also our SIGNATURE series of cranks and the newest I-TRAIN platform.
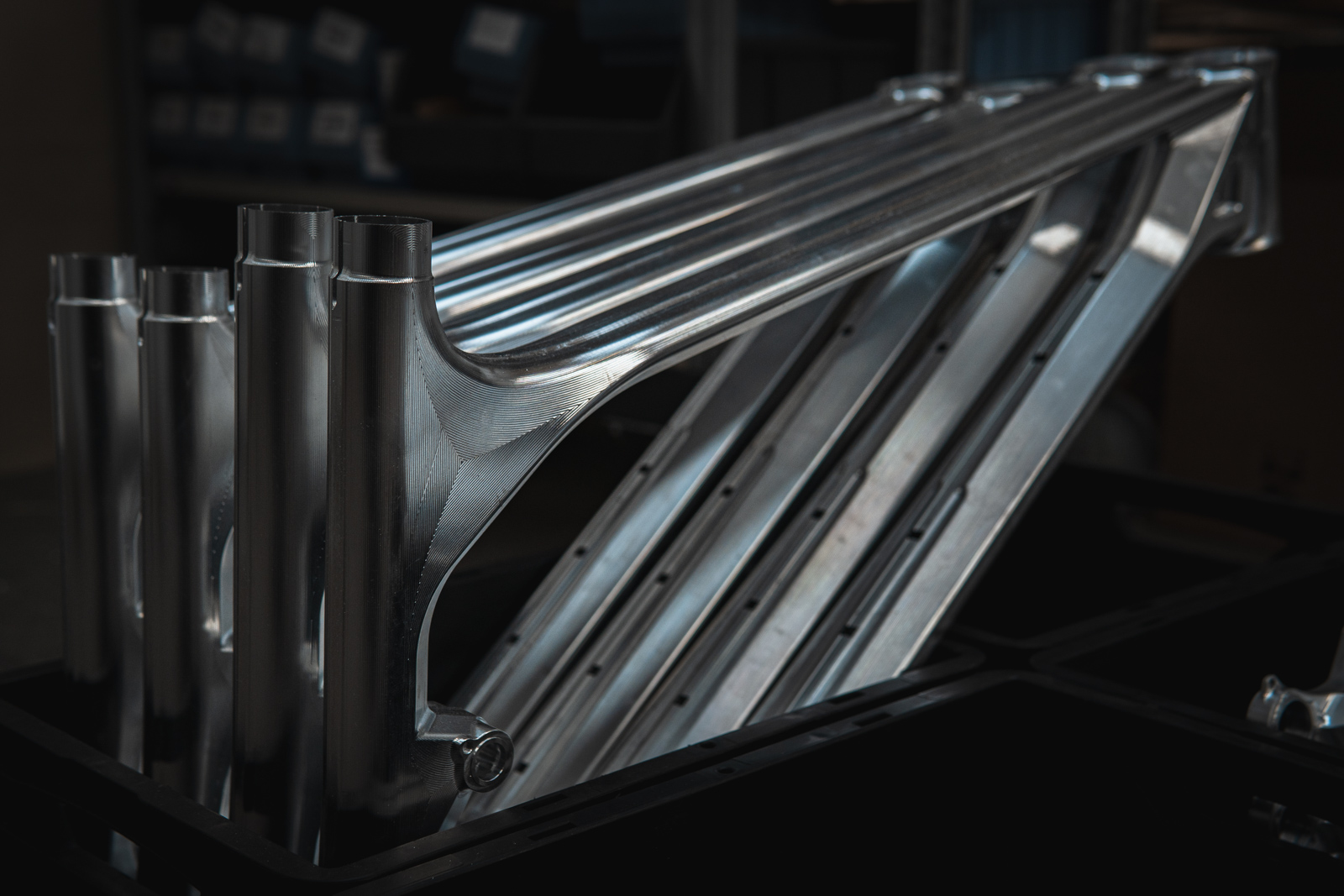
Using CNC to create thin shell elements and bond them together with adhesive helps us achieve a lightweight hollow construction with the features, geometry, and handling characteristics we want. The use of 7075-T6 aluminum and material analysis results in an excellent strength-to-weight ratio.
RESEARCH & DEVELOPMENT
Development is central to ACTOFIVE. Not only do we enjoy pushing towards tighter tolerances, higher quality, and an even better-looking bike, but it’s also an important value within the company. As we theorize, test, build, and re-test our products, this process brings us closer and closer to that „perfect“ part.
The development of the P-TRAIN platform took years of design time and who knows how many kilograms of aluminum. The first three iteration stages of the platform never even saw the light of day. For two years, the P-TRAIN was built, tested, destroyed, and re-designed until we were satisfied; until we hit all our goals.
Creating a functional and reliable prototype is an immense amount of work. However, here’s no good way of measuring the effort that goes into this process; saying you spent 100 hours on a design barely scratches the surface. Do you count the hours spent thinking about the design while out riding bikes or cooking dinner?
The challenge doesn’t end with the creation of the prototype. The persistence and commitment needed to make the prototype reproducible, economical, safe, and intuitive are enormous. It requires meticulous planning, rigorous testing, careful cost analysis, and thoughtfully designed user interfaces.


FEM ANALYSIS
To ensure optimal performance for each bike model, Actofive employs unique techniques tailored to their specific characteristics. By utilizing these techniques, Actofive is able to define and build platforms that meet precise specifications. The Finite Element Method (FEM) is an analysis method that allows us to calculate stresses throughout the complex structures of not only our frames but also our cranks. These stresses and loading are calculated with as many variables in mind as possible, ensuring a safe and strong structure.
FREEDOM OF DESIGN
CNC machining gives us great freedom when it comes to design. ACTOFIVE machines frame halves that are then bonded together. By doing this, we are able to machine all sides of the structure, giving us the capability to machine down to 0.8mm in some spots. All of this is done in conjunction with our FEM analysis and modelling; we actually remove material in some spots to make the structure stronger!
Wall thicknesses are variable. We add and remove material all over the work piece to build the strongest structure possible with the materials we use. With the P-TRAIN the wall thickness goes down to 1mm, and with the I-TRAIN down to about 0.8mm.
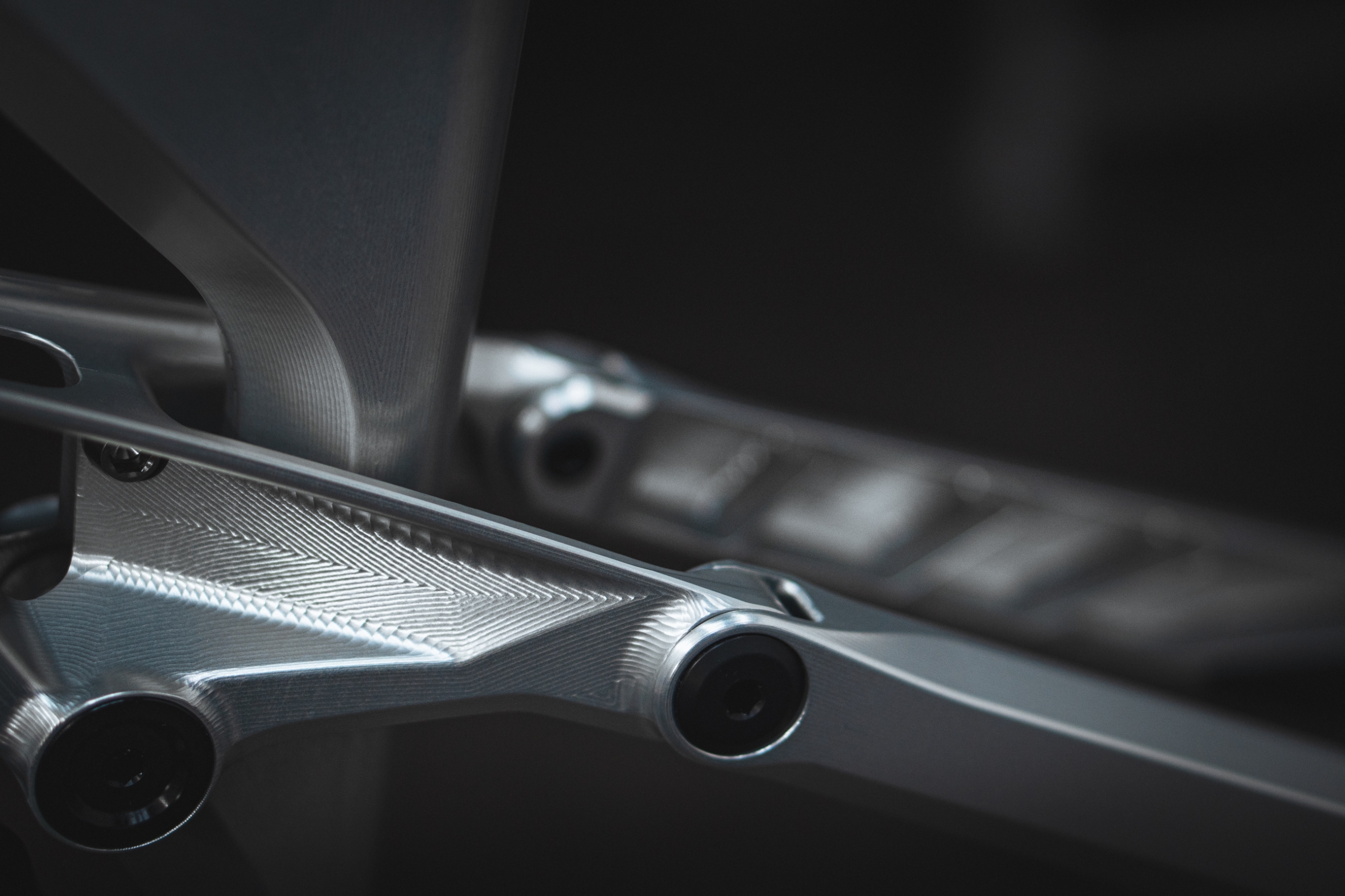
On top of variable wall thickness, we also machine all sorts of ribbing and other strengthening structures into the frame to alter and add stiffness where and how we want it.


VALIDATION
Any theory without validation is just that, theoretical. Tensile force experiments done in cooperation with Leichtbau-Zentrum Sachsen GmbH (LZS) here in Dresden have proven valuable to the further development of ACTOFIVE as a whole, but also the individual frames and components we make. Testing and research done with the help of the LZS has helped optimize Actofive’s designs, processes, and production as a whole; we have been able to achieve resistance to shear and tensile forces along the bonded frames up to 2000N per centimeter with 7075 aluminium.
The final stop of this process is EFBE in the north of Germany, near Dortmund. EFBE is renowned in the bicycle manufacturing industry for their testing accuracy, and namely their incredibly stringent Tri-Test. This test goes far beyond the ISO-standard, and yet, all of our manufactured components have passed this test, with one result even reaching a capacity of 9000N! That 9000N equates to a singular impact force of ≈900kg.
If you’re reading this, you’re probably just as excited about these numbers as we are, however, if you’re reading this and thinking “I’m not entirely sure what a Newton is”, just email us. We’re always happy to share our passion for bikes and manufacturing.
OUR FACTORY
Our little factory on the edge of town here in Dresden is home to some pretty high-tech machinery that we use to build our frames, cranks, and other parts.
Every component we make is manufactured right here, in our own facility, and on our own machines. We utilize cutting-edge CNC manufacturing equipment and precise measuring systems to ensure the utmost precision and quality.
















LARGE AREA MACHINING
Every component we make is manufactured right here in Dresden, in our own facility, and on our own machines.
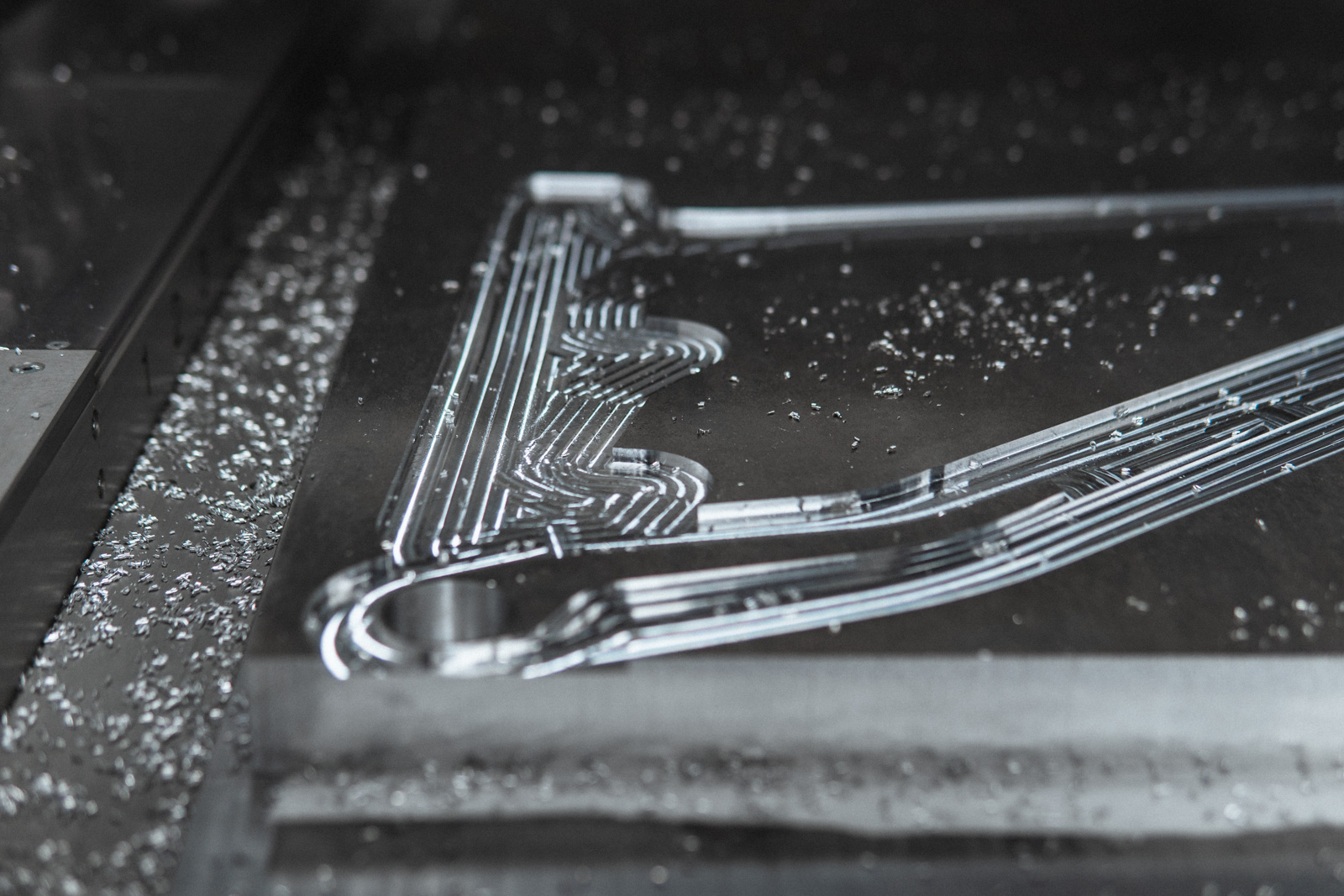
We use large area, high-precision, 3-axis gantry milling technologies by PORTATEC Portalfräsanlagen. These technologies were developed for production for the aviation industry, and although our bikes aren’t airplanes, they really do fly!
A key technology at ACTOFIVE is the program-controlled vacuum clamping, which we have optimized for our application. Work clamping is paramount to the milling and machining process, and with our PORTATEC, we have a significant advantage being able to clamp with an extremely strong vacuum. Our vacuum is powered by a large claw pump, similar to the one that helped build the last airplane you were in, and we work at -0.8 bar on our machines. This means we’re clamping with 8 tons of pressing force per square meter of the part.
Through the development of our parts and frames, we have co-developed our fixtures and fixturing processes. Our fixtures and clamping process are extremely complicated and protected by our IP. Previously, the clamping forces needed to machine our parts down to the thickness we use were fairly rare, so we had to develop not only the fixture but also everything else around the process to achieve our desired results. It’s not magic that our I-TRAIN frame weighs 1200g, it’s a lot time and research.
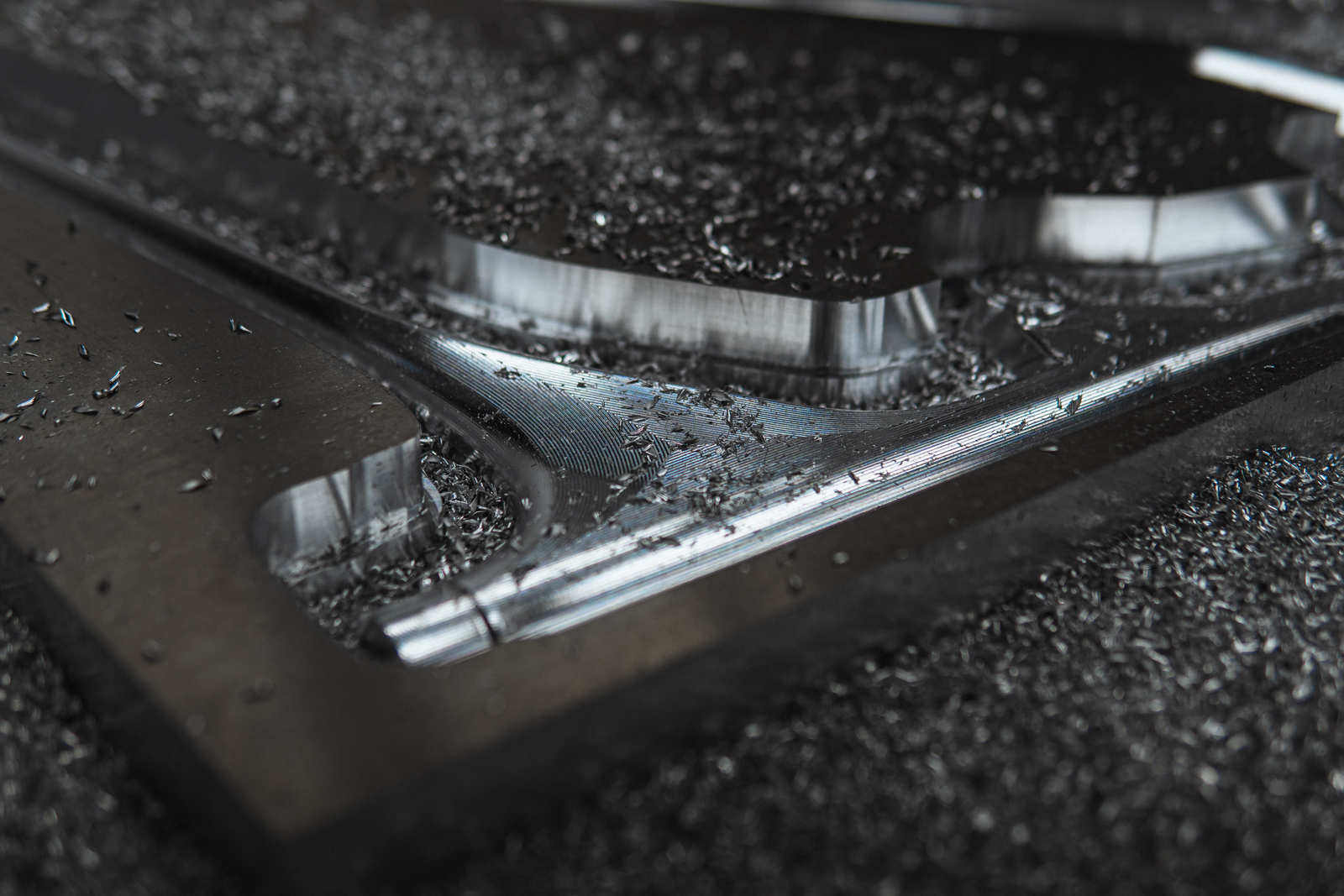
The main parts of our components undergo approximately 22 hours of processing time, during which 38kg of 7075-T6 aluminum is machined to our exact tolerances. We are committed to sustainability and recycle both the chips and larger residual parts produced during the machining process.
FINISHING QUALITY
The quality of our finishing work isn’t just a pretty exterior, but a smooth and cleanly finished interior. A big part of how and why we do this relates to our production method.





ANODIZING
Anodizing is an essential feature of ACTOFIVE frames. The anodizing process involves working with four separate suppliers across Germany and Austria to ensure a variety of colors and quality. Frames are often sent individually for anodizing to maintain a quick delivery time, despite higher costs of non-serial work.
The current color palette was developed over time with several trials and tests, anodizing is a difficult process to perfect and not all colors are easy to duplicate. Anodizing requires precision and safety, with no room for errors. All frame parts are anodized together to ensure color uniformity, necessitating significant effort and planning.
MANUAL WORK AND BONDING
Following our vision necessitates long nights in the workshop. More than eight hours of manual labor, including bonding and assembly, goes into each frame.
Creating an ACTOFIVE frame is a labor of love. Due to the high level of dedication and precision required, we’ve set a limit to maintain our standards. Every step, from the initial design to the final assembly, is executed with great care, resulting in a unique masterpiece.
After the machining process, we spend an additional eight hours of manual work for each frame, including bonding and finishing. This meticulous attention to detail ensures that each frame meets our high standards and gives our bikes an exclusive character.
We use aviation-grade adhesives to bond the two frame halves, creating a strong, durable bond.
To achieve the perfect boundary conditions, we used a scientific approach. Our founder, Simon Metzner, wrote his thesis during his studies on the joining of metallic and non-metallic materials, among other topics; it’s safe to say that Simon has been thinking about this for a long time.










TECHNICAL INNOVATION AND DESIGN
At ACTOFIVE, we’re committed to delivering top-quality mountain bike frames and components. All are designed and made in Germany. With an emphasis on technical innovation and aesthetic design, owner Simon Metzner uses his mechanical engineering skills and mountain biking experience to craft bikes with a unique character.
“I take pride in our independence, which allows us to chase truly fascinating ideas, design in our own style, and utilize advanced technologies. This combination results in a unique product.” – Simon Metzner